Jiangsu Baodie Automation Equipment Co., Ltd.





Постојат два вида на процеси на екструзија
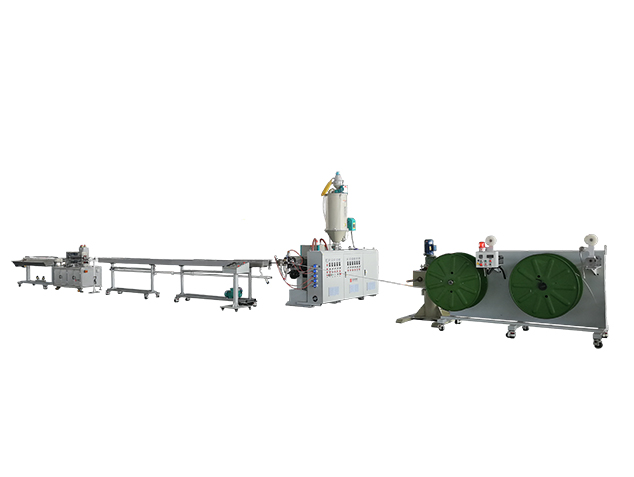
Метод во два чекори: Екструдирање и намотување на внатрешната обвивка на цевката → одмотување на плетењето → одмотување на премачкување на надворешната обвивка и намотување/сечење;
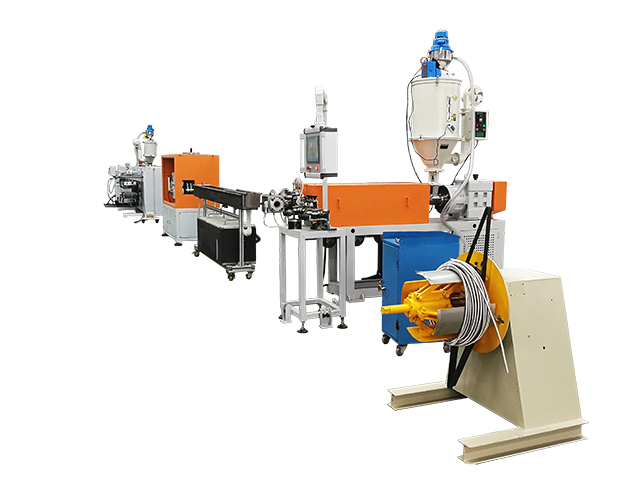
Метод во еден чекор: Екструдирање на внатрешната цевка → онлајн плетење → онлајн премачкување, екструдирање на надворешниот слој → намотување/сечење.



Нашетопредност

Карактеристики на производствената линија
- Целата линија е опремена со целосен SERVO погон за да се обезбеди стабилно работење на секоја технолошка алка на екструзијата, како што се празнење, мерење на топење, влечење итн.;
- Усвојте грејач од леан бакар, кој може да ја задоволи температурата на обработка на екструзија до 500℃;
- Опремен со систем за мерна пумпа, за да се обезбеди точност на екструдирање на стопениот материјал, зголемете го притисокот на главата на калапот за да се избегне шуплина внатре;
- Специјален дизајн на резервоар за лиење со функција за ладење со топол воздух, погоден за PEEK материјал со висока температура, PVA процес на лиење со ладење на материјал растворлив во вода;
- Опремен со онлајн детекција на OD и функција за автоматска контрола на повратни информации, толеранцијата на димензиите на производот е контролирана на минимум за да се подобри нивото на автоматизација на целата линија;
- Серво ожичување + PLC програмска контрола за постигнување на прецизност и уредно намотување, и големи и мали калеми може да се користат за уредно намотување.