Jiangsu Baodie Automation Equipment Co., Ltd.






Информации за производот
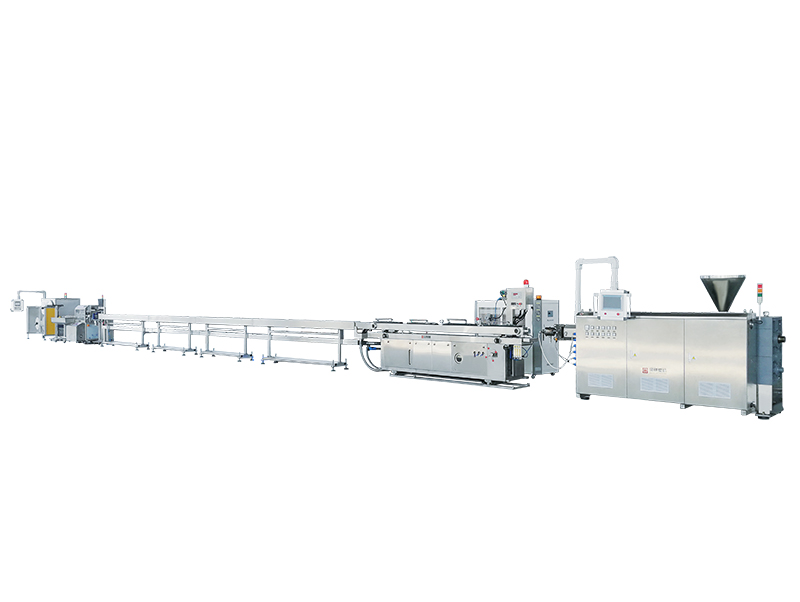
Врз основа на богато практично искуство и јапонска технологија, развивме линија за екструдирање прецизни цевки од трета генерација PA, која е широко прифатена од нашите клиенти од земјата и странство.
Наши крајни корисници: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group, итн.

Нашетопредност




Карактеристики на опремата
- PA (најлонски) завртка е DSBM-T MADDOCK бариерен тип за мешање и транспорт, кој совршено се прилагодува на PA материјалот, кој има висока термичка чувствителност, проточност и вискозитет на топење, со што се обезбедува рамномерна пластификација и висока ефикасност на производство;
- Основните прачки и калапот се изработени од шведски челик за калап „ASSAB“ S136, прецизно брусење, што обезбедува сјајност на внатрешната површина на проток и антикорозија. Структурата на калапот е од „волуметриски тип со висок притисок“, инициран од нашата компанија, што може да обезбеди стабилно и брзо истиснување за материјалот на цевката со мали флуктуации;
- Со новата технологија на „автоматска прецизна контрола на вакуумот“: вакуумот и системот за вода се контролираат одделно. На овој начин, можеме да го координираме повеќеслојниот систем за контрола на балансот на водата со вакуумскиот систем, обезбедувајќи стабилен степен на вакуум, ниво на вода за ладење и проток на вода.
- Високоефикасен ласерски систем за мерење, формирајќи контрола со затворена јамка со повратна врска, елиминирајќи ја девијацијата на дијаметарот онлајн;
- Извлекувач опремен со повеќеслоен синхронизиран ремен отпорен на абење, без феномен на лизгање. Високопрецизна влечна сила со ролер, систем за серво возење YASKAWA или систем за возење ABB AC, овозможуваат екстремно стабилно влечење.
- Врз основа на систем за возење со серво, програмабилна контрола од Japan Mitsubishi PLC и интерфејс за човечки компјутер SIEMENS, секачот може да реализира прецизно континуирано сечење, сечење со тајминг, сечење со броење на должина итн. Должината на сечење може да се постави слободно, а времето на сечење може да се постави автоматски, што може да ги задоволи различните барања за сечење со различни должини.

Умри

Калибрациска обвивка

Резервоар за вакуумско ладење

Ласерски мерач

Извлекувач и секач

Резервоар за собирање

Машина за намотување
Главен технички параметар
| Модел | Опсег на дијаметар на процесна цевка (мм) | Дијаметар на завртката (мм) | Л/Д | Главна моќност (KW) | Излез (кг/ч) |
| SXG-45 | 3,0~12,0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3,0~16,0 | 50 | 30 | 18,5/22 | 28-45 |
| SXG-65 | 3,0~20,0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3,0~20,0 | 75 | 30 | 55/75 | 80-110 |
Спецификација на PA мала цевка и референца за статус на производство
| Однадвор (мм) | Брзина на производство(м/мин) | Точност на контрола на дијаметарот(≤мм) |
| 4.0 | 80-100 | ±0,05 |
| 6.0 | 60-80 | ±0,05 |
| 8,0 | 40-50 | ±0,08 |
| 10,0 | 25-40 | ±0,08 |
| 12,0 | 16-30 | ±0,10 |
| 14,0 | 12-20 | ±0,10 |
| 16,0 | 10-15 | ±0,12 |
Референца за точност на сечење
| Должина на сечење | ≤50 мм | ≤500 мм | ≤1000 мм | ≤2000 мм |
| Точност на сечење | ±0,5 мм | ±1,0 мм | ±2,0 мм | ±3,0 мм |
ПОВЕЌЕ
Поврзани производи
-

PA/PE/PP/PVC високобрзински едноѕиден брановиден ...
-

Прецизна линија за екструзија на медицински цевки
-

Прецизна линија за екструзија на цевки/цевки со мал дијаметар
-
Линија за екструзија на медицински цевки од ПВЦ со голема брзина
-

PU (полиуретанска) прецизна линија за екструзија на цевки
-

Прецизна линија за екструзија на пластични цевки со флуор